


电 话:13840986098 0411-85174098
传 真:0411-85174098
邮 箱:1509710879@qq.com
地 址:瓦房店市永宁镇倪家村
网 址:www.ynldjx.cn
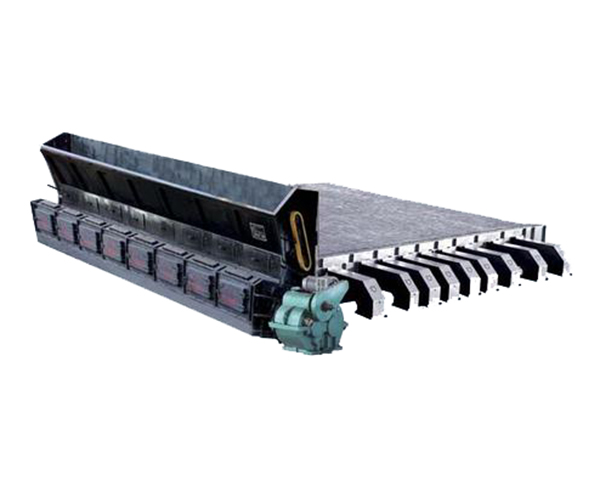
鳞片式炉排整个炉排根据宽度不同有4到12根互相平行的链条,拉杆穿过节距套管,把平行工作的炉链串连起来,组成链状的软性结构。炉链通过铸铁滚筒支承在炉排架上,沿支架支承面移动。链片上用销钉固定炉排夹,炉排片就嵌插在炉排夹板上。石家庄上煤机当炉排转到下部空行程时,炉排片可以翻开,清除粘在上面的灰渣,同时充分进行冷却。这种炉排对链轮的制造和安装要求较低,因为链条之间没有钢性连接、所以主动轴上几个链轮的齿形参差不齐时也可以稍作自动调整,也正因为如此,在炉排较宽时,可能发生排片成组脱落或卡住现象。上煤机厂鳞片式炉排结构具有如下几点特点:1、由于炉排之间的空隙小,故鳞片式炉排的通风截面比较小,约为5%一7%。因此,鳞片式炉排结构漏煤量小,仅为0.15%一0.2%,故亦称它为不漏煤式链条炉排。2、鳞片式炉排结构具有自清灰能力。当炉排处于工作行程时,炉排片依次叠压成鱼鳞状,鳞片式炉排就因此而得名。当行进到后轴.炉排翻转180℃以后,炉排由于自重而依次翻转,倒挂在夹板上,残留于通风缝中的灰渣就掉了下来。鳞片式炉排的这一特点也能帮助炉排片得到良好的冷却。3、鳞片式炉排结构的链条具有一定的自调能力。由于鳞片式炉排是采用小直径拉杆将平行工作的链条串联而成链状软性结构,即使轴上几个链轮之间齿形略有不齐时,链条能够自动调整,使链轮与链条能正常啮合。另外,这种炉排检修比较方便,在锅炉运行中亦能更换炉排片。4、鳞片式炉排结构的工作条件得到改善。由于鳞片式炉排的炉排片、支承件和链条是分开的,主动链条位于炉排片的下面,不与炽热的火床层接触,使得炉排片受热不受力,链条受力不受热,使炉排的工作条件大为改善。5、鳞片式炉排的缺点是结构较为复杂,装配工作量大。另外,由于鳞片式炉排的结构是软性结构,特别是当炉排宽度较大时,可能会因为鳞片受热变形过大而发生成组炉排片脱落或卡住故障。6、鳞片式炉排结构一般适用于10t/h以上的中、大容量的工业锅炉。上述三种链条炉排,一般都是用于层燃炉上,但抛煤机炉(半悬浮燃烧)亦采用链条炉排,通常称为倒转炉排。无论是顺转或是倒转炉排,其主动轴一般都放在温度较低的一端,保护轴承不致过热烧坏。因此。顺转炉排主动轴是前轴,倒转炉排主动轴是后轴。

涡流检测 :涡流检测适用于检查表面以下一般不大于6~7MM深的缺陷。涡流检测分放置式线圈法和穿过式线圈法2种。当试件被放在通有交变电流的线圈附近时,进入试件的交变磁场可在试件中感生出方向与激励磁场相垂直的、呈涡流状流动的电流(涡流),涡流会产生一与激励磁场方向相反的磁场,使线圈中的原磁场有部分减少,从而引起线圈阻抗的变化。石家庄上煤机如果铸件表面存在缺陷,则涡流的电特征会发生畸变,从而检测出缺陷的存在,涡流检测的主要缺点是不能直观显示探测出的缺陷大小和形状,一般只能确定出缺陷所在表面位置和深度,另外它对工件表面上小的开口缺陷的检出灵敏度不如渗透检测。专业上煤机 磁粉检测:磁粉检测适合于检测表面缺陷及表面以下数毫米深的缺陷,它需要直流(或交流)磁化设备和磁粉(或磁悬浮液)才能进行检测操作。磁化设备用来在铸件内外表面产生磁场,磁粉或磁悬浮液用来显示缺陷。当在铸件一定范围内产生磁场时,磁化区域内的缺陷就会产生漏磁场,当撒上磁粉或悬浮液时,磁粉被吸住,这样就可以显示出缺陷来。这样显示出的缺陷基本上都是横切磁力线的缺陷,对于平行于磁力线的长条型缺陷则显示不出来,为此,操作时需要不断改变磁化方向,以保证能够检查出未知方向的各个缺陷。

被动炉排片在行业中起到的作用:被动炉排片虽然体积不大,但是却因为作用关键而成为一个可以体现科技实力的零部件产品。在作用方面,被动炉排片因为是各种机械装备上的基础零部件,因此它的质量、精度、寿命等性能决定了机械装备的整体性能,而在科学技术方面,被动炉排片的设计则不仅要建立在数学、物理等理论知识的基础上,更要结合热处理、加工测量等技术进行制作,所以企业在生产过程中为了切实提高生产效率,石家庄上煤机一般都会选择性能较优越的被动炉排片产品,比如NACHI被动炉排片的优势就非常突出,也因此在市场中应用非常广泛并且广受好评,而与此同时,NACHI被动炉排片也成为被动炉排片产业发展的领跑者。专业上煤机近几年来,随着国家拉动经济发展政策的不断推出,我国被动炉排片产业也得到长足的发展,并且无论是发展速度还是行业规模等方面,发展速度都呈现了明显加快的趋势。而之所以被动炉排片产业能够如此快速的发展,也得益于各种先进被动炉排片产品在市场中的积极参与和广泛应用,其中NACHI被动炉排片的优势就得到业内外人士的一致认可,并且成为被动炉排片产业快速发展的中坚力量之一。

在我们购买锅炉炉排片时,对在铸造工艺上非常容易产生质量问题的锅炉炉排片应从哪几个方面检测下产品是否合格,以免买回去后不能使用,或者在使用中出现质量问题。石家庄上煤机液体渗透检测:液体渗透检测用来检查铸件表面上的各种开口缺陷,如表面裂纹、表面针孔等肉眼难以发现的缺陷。常用的渗透检测是着色检测,它是将具有高渗透能力的有色(一般为红色)液体(渗透剂)浸湿或喷洒在铸件表面上,渗透剂渗入到开口缺陷里面,快速擦去表面渗透液层,再将易干的显示剂(也叫显像剂)喷洒到铸件表面上,待将残留在开口缺陷中的渗透剂吸出来后,显示剂就被染色,从而可以反映出缺陷的形状、大小和分布情况。专业上煤机需要指出的是,渗透检测的精确度随被检材料表面粗糙度增加而降低,即表面越光检测效果越好,磨床磨光的表面检测精确度最高,甚至可以检测出晶间裂纹。除着色检测外,荧光渗透检测也是常用的液体渗透检测方法,它需要配置紫外光灯进行照射观察,检测灵敏度比着色检测高。










