


电 话:13840986098 0411-85174098
传 真:0411-85174098
邮 箱:1509710879@qq.com
地 址:瓦房店市永宁镇倪家村
网 址:www.ynldjx.cn

链条炉排的外形好像皮带输送机 ,其运行过程是煤从煤斗内依靠自重落到炉排前端 , 随炉排自前向后缓慢移动 , 经煤闸板进入炉膛。煤闸板的高度可以自由调节 , 以控制煤层的厚度。空气从炉排下面分区送风室引入 , 与煤层运动方向相交。鞍山炉排片煤在炉膛内受到辐射加热 , 依次完成预热、干燥、着火、燃烧 , 直到燃尽。灰渣则随炉排移动到后部 , 经过挡渣板 ( 俗称老鹰铁 ) 落入后部水冷灰渣斗 , 由除渣机排出。链条炉排的结构形式一般可分链带式、横梁式和鳞片式三种。链带式炉排:链带式炉排属于轻型炉排 , 适用于蒸发量 10t/h 以下的锅炉 , 其炉排片连接结构如图 3-7 所示。专业炉排片炉排片分为主动炉排片和从动炉排片两种 , 用圆钢拉杆串联在一起 , 形成一条宽幅的链带 , 围绕在前链轮和后滚筒上。主动炉排片担负传递整个炉排运动的拉力 , 因此其厚度比从动炉排片厚 , 由可锻铸铁制成。一台蒸发量 4t/h 的锅炉 , 由主动炉排片组成的主 动链条共有三条 ( 两侧和中间 ) 直接与前轴 ( 主动 轴 ) 上的三个链轮相啃合。从动炉排片 , 由于不承受拉力 , 可由强度低的普通灰口铸铁制成。链带式炉排的优点是 : 比其他链条炉排金属耗量低 , 结构简单 , 制造、安装和运行都比较方便。缺点是 : 炉排片用圆钢串联 , 必须保证加工和装配质量 , 否则容易折断 , 而且不便于检修和更换 ; 长时间运行后 , 由于炉排片互柏磨损严重 , 使炉排间隙增大 , 漏煤损失增多。

引起炉排后退不到位的机械问题也是很多的。有油缸地脚螺栓拉断,炉排大梁脱焊脱落、动静炉排间卡有异物、超温炉排片蠕变膨胀后和扇型风门边框、侧补偿器摩擦等。炉排故障如果是机械问题引起的话,往往事前都会有前兆的。一般故障发生前,炉排运动时就会有异常的摩擦、碰撞的声音。鞍山炉排片除了油缸地脚螺栓拉断比较直观外,其他的机械问题不容易确定。发生异常在排除了液压系统的原因后,炉排还要手动控制其运行一段时间。这期间减慢推料速度,减薄料层厚度,调快炉排运动速率增加其驱动力。如果是动、静炉排片间卡有异物的话,运动一段时间异物就能排除脱落,炉排运动恢复正常。炉排片厂家炉排片蠕变膨胀还伴随一个现象就是漏灰量增加。因为膨胀后的炉排片往往会拱起,加大了炉排的漏灰量。如果近期炉排漏灰量增加很多,炉排运动时有撞击摩擦声,又排除了液压系统故障的话就基本确定是炉排片蠕变膨胀引起的。如果是炉排蠕变和侧补偿器轻微摩擦的话,通过减小载荷、增加驱动力也能恢复正常。严重的话还可以适当调整下侧补偿器,等停炉修复后再重新调整补偿器位置。如果不是以上原因就要锅炉压火,打开炉排下部的风室人孔来进行检查。逆推炉排大梁出现问题的话就要紧急停炉处理。
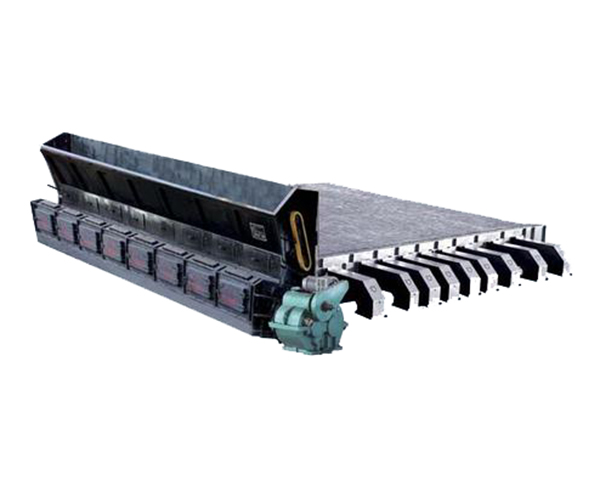
炉排面与水平面之间有一个小的倾角,炉排片借电动机和偏心轮的作用产生定期振动。振动时燃料层不断向炉的后部移动,使燃尽后的灰渣落入炉排端部的灰坑内。鞍山炉排片这种炉排的特点是结构简单。下饲式炉排:一个槽形结构炉排,槽底装有螺旋杆,通至炉外煤斗。煤从煤斗下部通过螺旋杆送入煤槽,自下而上,进入燃烧高温区,当灰渣超过堆积角后,靠重力向两侧排出。炉排片厂家这种炉排结构简单,但对煤的粒度和湿度有一定要求,一般只适用于蒸发量在1吨/时以下的小型工业锅炉。往复式炉排:是在固定式阶梯炉排基础上发展起来的一种小 型机械化炉排。具有结构简单、制造方便、金属耗量少及消 烟除尘效果好等特点。在小型工业锅炉上应用较多 , 是一种 有发展前景的燃烧设备。往复炉排的结构形式:倾斜往复炉排、水平往复炉排和抽条往复炉排三种形式。

九十吨链条横梁式锅炉炉排起拱的主要原因就是链条阻力过大。造成链条起拱的主要具体原因有:1、挡渣器阻力过大,有的炉排因磨损出现高低不平,然后顶在挡渣器上,在主百动轮向后推炉排时,不能形度成转动,这样就会起拱。鞍山炉排片在挡渣器处可以看到,然后换下磨损的炉排片;2、炉排滑道磨损。炉排滑道磨损后,部分翘起,阻止炉排后移,这样就造成起鼓。拆掉炉排,修复滑道;3、炉排因磨损造成跑偏,炉排后部与炉墙产生阻力。专业炉排片解决方法是版调整一下炉排前调整丝杠;4、炉牌滑道进入异物。通过起拱的缝隙可以看到,然后用撬杠之类的工具清除;5、炉排片损毁,造权成顶起。一般情况下损坏的炉排片都是联结在主动片上,可用电焊割下来;6、异物进入主动轮齿轮槽里面。用撬杠等工具清除。锅炉的链条链接着炉排作用是传动锅炉填煤的,炉排是烧煤的煤在炉排上面充分燃烧后清渣的。

炉排也需要节能减排实现节能减排的和谐发展。鞍山炉排片可在运动过程中摔散大团的垃圾,并将垃圾向前推进,使之分布均匀,留有更多的空隙,有利于充分燃烧。垃圾进入焚烧炉焚烧,由风机从垃圾储坑,锅炉顶部抽取一、二次风助燃,保证了垃圾的完全燃烧。炉排片厂家链条炉排需适应节能减排的新形势。能源利用率低,浪费严重。特别是中小型锅炉数量大,煤耗高,平均热效率只有65%多,宝贵的能源一半被浪费掉了。大气污染排放超标,造成严重的环境污染,直接影响到人类健康和经济可持续发展。既符合国家节能减排政策,又降低了加热成本,确保供热质量。 对于炉篦锅炉,结构类型,面积和燃烧条件有好坏,拱结构合理或不直接反映在渣中碳含量的这个重要参数。

涡流检测 :涡流检测适用于检查表面以下一般不大于6~7MM深的缺陷。涡流检测分放置式线圈法和穿过式线圈法2种。当试件被放在通有交变电流的线圈附近时,进入试件的交变磁场可在试件中感生出方向与激励磁场相垂直的、呈涡流状流动的电流(涡流),涡流会产生一与激励磁场方向相反的磁场,使线圈中的原磁场有部分减少,从而引起线圈阻抗的变化。鞍山炉排片如果铸件表面存在缺陷,则涡流的电特征会发生畸变,从而检测出缺陷的存在,涡流检测的主要缺点是不能直观显示探测出的缺陷大小和形状,一般只能确定出缺陷所在表面位置和深度,另外它对工件表面上小的开口缺陷的检出灵敏度不如渗透检测。专业炉排片 磁粉检测:磁粉检测适合于检测表面缺陷及表面以下数毫米深的缺陷,它需要直流(或交流)磁化设备和磁粉(或磁悬浮液)才能进行检测操作。磁化设备用来在铸件内外表面产生磁场,磁粉或磁悬浮液用来显示缺陷。当在铸件一定范围内产生磁场时,磁化区域内的缺陷就会产生漏磁场,当撒上磁粉或悬浮液时,磁粉被吸住,这样就可以显示出缺陷来。这样显示出的缺陷基本上都是横切磁力线的缺陷,对于平行于磁力线的长条型缺陷则显示不出来,为此,操作时需要不断改变磁化方向,以保证能够检查出未知方向的各个缺陷。










