


电 话:13840986098 0411-85174098
传 真:0411-85174098
邮 箱:1509710879@qq.com
地 址:瓦房店市永宁镇倪家村
网 址:www.ynldjx.cn

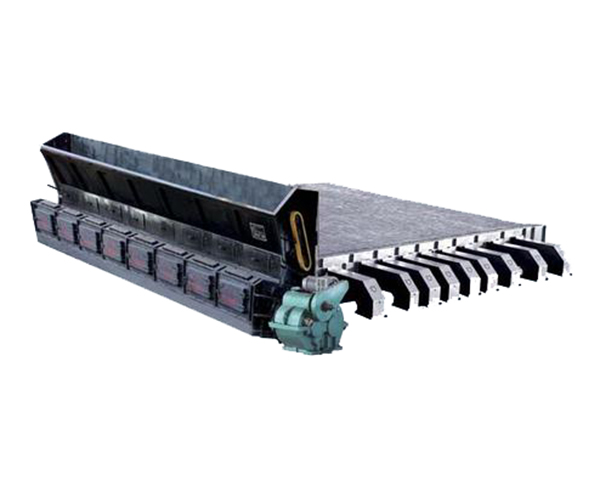
横梁式炉排:横梁式炉排的炉排片是安装在横梁上,炉排片不受力。横梁固定在两根或三根的链条上,链条的传动,一般用前轴做主动轴,与电动机变速机械相连,前后轴上链轮啮合,完成炉排的运行。链条上固定的许多横梁,横梁槽内装有几种型号的炉排片,有普通的炉排片,调整炉排片以及封闭炉排片等。绥化往复式炉排横梁式炉排的特点有:1、横梁式炉排的结构钢性大,炉排片装在钢性较强的横梁上,主动轴上链轮通过链条带动横梁运动,而炉排片不受力,故工作条件较好,不容易发生受热变形。2、炉排面比较平整,而且耐用。有的炉排片有一个长长的犟三,筐前亏护排片互相交叠,可以大大减少漏煤损失。专业往复式炉排炉排通风截面比约4.5%~9.4%。3、维修方便,即使有炉排片损坏,亦可在运行中方便地更换炉排片:它可在20t/h以下锅炉中应用,并能燃用无烟煤。4、其缺点是结构笨重,金属耗量太大。另外,这种炉对链条的强度要求较高。由于链条所承受的载荷大,使得链条与链轮的啮合力量也较大。提高了对链条,链轮的加工精度要求。如果几根平行的链条由于加工质量、安装质量不好,个别链节与链轮脱离啮合,爬到链轮的齿顶上去,即产生爬牙现象,严重时会损坏链条或磨掉链轮齿牙。 横梁式炉排除一些旧式锅炉外,目前国内已很少使用。鳞片式炉排的优点是 : 煤层与整个炉排面接触 , 而链条不直接受热 , 运行安全可靠 ; 炉排间隙甚小 , 漏煤很少 ; 炉排片较薄 , 冷却条件好 , 能够不停炉更换 ; 由于链条为柔性结构 , 当主动轴上链轮的齿形略有参差时 , 能自行调整其松紧度 , 保持啃合良好。缺点是 : 结构复杂、金属耗量多 , 该炉排比链带式炉排约高 30%; 当炉排较宽时 , 炉排片容易脱落或卡住。在目前的引进技术中 , 采用层状燃烧的燃烧设备 , 基本上为以上几种形式的链条炉排。由于引进国外先进的炉排生产线 , 炉排片的铸造精度和整体装配水平都有很大提高 , 不但减少漏煤 , 而且减少运行故障率。

为了保证焚烧炉的稳定运行,在炉排片设计中,既保证炉排片材质具备高温耐热性、耐腐蚀性、耐磨性,在结构上改善燃烧空气设计要求,减少漏渣率,尽可能避免偏磨及烧损,因此在安装过程中,需将调速箱与炉排前轴调整好高度、保证调速箱前后可调节,从而保证主轴在拉紧炉排片或运行一段时间抽去一组炉排片仍能正常运行。绥化往复式炉排是防止分段送风室之间串风,提高风室分段送风的功能。是防止炉排前后漏风,减少炉膛漏风量、降低风机电耗。锅炉的正常运行,离不开定期进行检修。一般来说,锅炉运行三个月后,就要对炉排传动机构及调速箱进行检修,从而保证链条炉排的安全、正常运转,杜绝炉排部件因磨损或腐蚀而带来的锅炉使用寿命短、热效率降低等故障的出现。往复式炉排厂炉排通风率。炉排通风率等于炉排面上通风孔总面积与整个炉排面积之比。炉排片是高温工作部件,工作条件相当恶劣。因此,炉排片上应布有均匀的通风通道,这就是所谓的通风率要求,在炉排片设计时,必须考虑如何控制和减少漏渣,提高可燃物质的利用率。通常情况下往复炉排片在干燥段通风通道宽度控制在4mm以内,燃烧区域内通风道宽度控制在3mm以内,燃烬段区域内通风宽度稍小,这样既能够有效地控制漏渣,同时能够大幅提高燃烧利用率。
炉排面与水平面之间有一个小的倾角,炉排片借电动机和偏心轮的作用产生定期振动。振动时燃料层不断向炉的后部移动,使燃尽后的灰渣落入炉排端部的灰坑内。绥化往复式炉排这种炉排的特点是结构简单。下饲式炉排:一个槽形结构炉排,槽底装有螺旋杆,通至炉外煤斗。煤从煤斗下部通过螺旋杆送入煤槽,自下而上,进入燃烧高温区,当灰渣超过堆积角后,靠重力向两侧排出。往复式炉排厂这种炉排结构简单,但对煤的粒度和湿度有一定要求,一般只适用于蒸发量在1吨/时以下的小型工业锅炉。往复式炉排:是在固定式阶梯炉排基础上发展起来的一种小 型机械化炉排。具有结构简单、制造方便、金属耗量少及消 烟除尘效果好等特点。在小型工业锅炉上应用较多 , 是一种 有发展前景的燃烧设备。往复炉排的结构形式:倾斜往复炉排、水平往复炉排和抽条往复炉排三种形式。

涡流检测 :涡流检测适用于检查表面以下一般不大于6~7MM深的缺陷。涡流检测分放置式线圈法和穿过式线圈法2种。当试件被放在通有交变电流的线圈附近时,进入试件的交变磁场可在试件中感生出方向与激励磁场相垂直的、呈涡流状流动的电流(涡流),涡流会产生一与激励磁场方向相反的磁场,使线圈中的原磁场有部分减少,从而引起线圈阻抗的变化。绥化往复式炉排如果铸件表面存在缺陷,则涡流的电特征会发生畸变,从而检测出缺陷的存在,涡流检测的主要缺点是不能直观显示探测出的缺陷大小和形状,一般只能确定出缺陷所在表面位置和深度,另外它对工件表面上小的开口缺陷的检出灵敏度不如渗透检测。专业往复式炉排 磁粉检测:磁粉检测适合于检测表面缺陷及表面以下数毫米深的缺陷,它需要直流(或交流)磁化设备和磁粉(或磁悬浮液)才能进行检测操作。磁化设备用来在铸件内外表面产生磁场,磁粉或磁悬浮液用来显示缺陷。当在铸件一定范围内产生磁场时,磁化区域内的缺陷就会产生漏磁场,当撒上磁粉或悬浮液时,磁粉被吸住,这样就可以显示出缺陷来。这样显示出的缺陷基本上都是横切磁力线的缺陷,对于平行于磁力线的长条型缺陷则显示不出来,为此,操作时需要不断改变磁化方向,以保证能够检查出未知方向的各个缺陷。










